- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
感应淬火对材料性能具有明显的影响。通过快速且局部的加热方式,感应淬火能够在材料表面形成一层硬化层,显著提高材料的表面硬度和耐磨性。这种硬化层具有优异的抗摩擦和抗磨损性能,使得材料在承受高负荷和频繁摩擦的工作环境下具有更长的使用寿命。同时,由于感应淬火只对材料表面进行加热处理,因此材料的心部仍然保持较好的韧性,这使得材料在受到冲击或弯曲时能够更好地抵抗断裂。然而,感应淬火也可能导致材料的内部应力增加,因此在某些情况下需要进行回火处理以消除这些应力。总的来说,感应淬火是一种有效的表面强化技术,能够显著提高材料的性能和使用寿命。易孚迪(ENRX)可选配的淬火能量管理系统能够帮您识别峰值能耗弱点。轻松节约成本。发动机零部件感应淬火回火机床

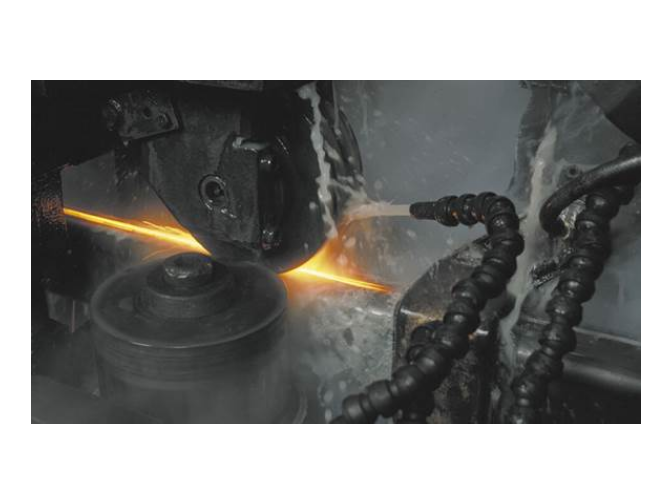
汽车转向器齿条杆部的滚动丝杆是实现转向器精确传动的关键部件,它承受着来自转向器齿条的旋转力矩和传动任务。为了确保滚动丝杆在高频次、强度高的使用过程中具有出色的耐磨性和长寿命,感应淬火技术被广泛应用于其生产过程中。感应淬火通过快速加热滚动丝杆表面至适宜的温度,随后迅速冷却,从而在丝杆表面形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了滚动丝杆的耐磨性,还提高了其抗疲劳性能,确保了转向器传动的准确性和稳定性。感应淬火的高效性和精确性使其成为提升滚动丝杆性能的理想选择,为汽车转向系统的可靠性和耐久性提供了坚实的技术支撑。油缸感应淬火回火系统易孚迪(ENRX)在上海、北京和广州设有淬火感应器制造车间,为客户提供有力的备件支持和运行保障。

曲轴圆角是应力集中区域,易发生疲劳断裂。感应淬火通过局部强化提升圆角疲劳强度,其原理是形成高硬度的马氏体层与压应力。工艺要点包括:1)设计圆角感应器,匹配曲轴半径与过渡圆角;2)采用旋转扫描加热,确保圆角均匀硬化;3)控制硬化层深度(通常0.8-1.5mm),避免过深导致脆性增加;4)淬火后低温回火,消除残余应力并稳定组织。易孚迪感应设备(上海)有限公司的曲轴淬火机床配备圆角强化程序,可精确控制加热路径与功率密度,确保圆角硬度与心部韧性的平衡,延长曲轴使用寿命。
感应淬火与普通淬火的主要区别如下:加热方式:感应淬火利用电磁感应快速加热工件表面,而普通淬火则是整体加热工件。淬火效果:感应淬火能获得高表面硬度和耐磨性,同时保持心部韧性,淬火效果易控制。普通淬火虽也能硬化工件,但效果可能不如感应淬火。变形与开裂:感应淬火由于加热迅速且局部,工件变形小,开裂风险低。普通淬火可能导致较大变形和开裂风险。设备与操作:感应淬火设备复杂,需专业人员操作,但适合自动化生产。普通淬火设备简单,成本低,适合小规模生产。环保与安全性:感应淬火无需淬火介质,更环保安全。普通淬火可能使用油或水等介质,存在环境污染和安全隐患。应用范围:感应淬火适用于各种形状和材质的工件,特别是表面性能要求高的场合。普通淬火应用广,但某些特殊工件效果可能不佳。综上所述,感应淬火与普通淬火在加热方式、淬火效果、变形与开裂、设备与操作、环保与安全性及应用范围等方面有明显区别。选择哪种淬火方法取决于具体需求和条件。不同材料和应用领域有不同的淬火工艺参数和处理方式,易孚迪(ENRX)的工程技术人员具有丰富的经验。

三柱槽壳是机械装置中的重要部件,其结构复杂,承受着来自各个方向的力量和振动。为了确保三柱槽壳在工作过程中具有足够的强度和耐磨性,感应淬火技术被广泛应用于其生产过程中。感应淬火通过高频电磁场在槽壳表面产生涡流,使表面迅速加热至淬火温度,随后迅速冷却,形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了三柱槽壳表面的耐磨性和抗冲击性,还能优化其应力分布,提高整体结构的稳定性。因此,感应淬火技术在提升三柱槽壳性能、保障机械装置平稳运行方面发挥着关键作用。易孚迪(ENRX)的旋转台式淬火机高产量、低成本和符合人体工程学的设计,可提高生产率。感应淬火回火机床
感应淬火可以提高材料的抗变形能力,延缓其疲劳寿命。发动机零部件感应淬火回火机床
感应淬火可能导致齿轮齿形变形,影响传动精度。主要变形形式包括齿向扭曲、齿顶收缩及齿根膨胀,其根源是热应力与组织应力。控制措施包括:1)采用同步跟踪淬火技术,感应器与齿轮同步旋转,确保齿面均匀加热;2)优化冷却方式,齿顶与齿根采用差异化喷水压力,平衡冷却速度;3)预加工留余量,淬火后通过磨齿恢复精度;4)设计感应器,匹配齿轮模数与压力角,减少磁场干扰。易孚迪感应设备(上海)有限公司的齿轮淬火机床集成齿形精度补偿算法,可实时调整加热参数,确保淬火后齿形精度达到DIN6级以上。发动机零部件感应淬火回火机床
滚道感应淬火后可能出现多种质量问题,影响零件的性能和使用寿命。表面硬度不足是常见问题之一,通常由于加热温度不够、冷却速度过慢或材料成分不符合要求导致,这会使滚道耐磨性下降,容易早期磨损。硬化层深度不均匀也是需关注的问题,可能因感应线圈与滚道间隙不一致、加热时间控制不当或工件移动速度不稳定引起,导致滚道各部位承载能力差异较大,影响整体寿命。此外,还可能出现裂纹,这多与加热速度过快、冷却过于剧烈或工件内部存在应力集中有关,裂纹的存在会严重降低零件的强度,甚至引发断裂。淬火后工件的变形也可能发生,主要是由于淬火过程中产生的热应力和组织应力不均匀所致,变形超差会影响零件的装配精度。易孚迪感应设备(上海...
- 线性传动零部件感应淬火感应器 2026-04-27
- 钟形壳感应淬火回火生产线 2026-04-27
- 汽车转向器零部件感应淬火回火生产线 2026-04-26
- 多工位感应淬火回火机床 2026-03-15
- 汽缸套感应淬火回火系统 2026-03-13
- 新能源汽车电枢轴感应淬火生产线 2026-01-09
- 齿轮轴感应淬火机床 2026-01-09
- 超音频感应淬火回火系统 2025-10-25
- 推杆式淬火系统 2025-10-25
- 管子感应淬火机床 2025-10-15


- 发动机缸套感应淬火回火生产线 2025-10-10
- 回转轴承内滚道感应淬火回火生产线 2025-10-10
- 风电主轴轴承无软带感应淬火系统 2025-10-09
- 转向滚珠丝杆感应淬火感应器 2025-10-08
- 回转轴承无软带感应淬火机床 2025-10-07
- 四轮一带零部件感应淬火回火生产线 2025-10-07




- 冰柜铝管感应钎焊装置 05-03
- 单工位钎焊系统 05-02
- 冷藏车管路感应钎焊装置 05-02
- 钢管中频焊管生产线 05-01
- 挪威Weldec中频接触焊管电源 05-01
- Weldec高频感应焊管正火及退火设备 04-30
- 高频直缝焊管焊缝退火 04-30
- 冰柜铜管感应钎焊设备 04-29
- 冷弯型钢焊管自动化线 04-29
- 家用空调管路感应钎焊系统 04-28