
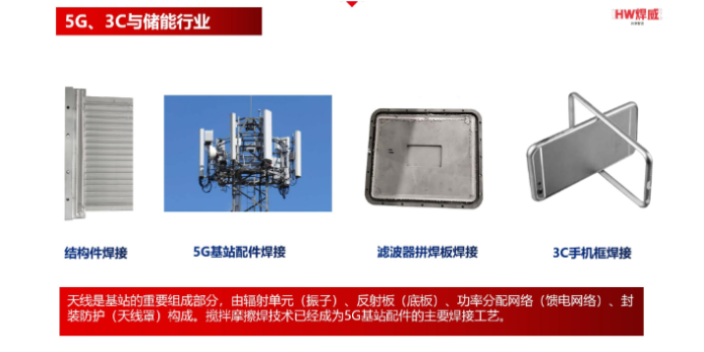
搅拌摩擦焊在多个领域都有广泛的应用,包括航空工业、船舶工业、铁路及公路、电子行业等。在航空工业中,它被用于轻质铝合金飞机的载重梁、地板、机身、机翼、蒙皮等结构件的焊接。在船舶工业中,搅拌摩擦焊技术被用于制造渔船上的冷藏箱板、高速货船的甲板、侧墙及船体的内部结构件。在铁路及公路领域,搅拌摩擦焊技术已成...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊是节能、节材、环保及绿色焊接技术。搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。因此,不会产生气体,没有残渣,没有熔焊的火花四射,也不会对焊接工人造成身体伤害。通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。传统焊接需要焊料,成本会增加。焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好;没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。搅拌摩擦焊是固相焊接,接头性能优异。焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6等铝合金材料,焊缝区的断裂韧性甚至超过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。搅拌摩擦焊是一种新型的绿色的连接技术,为制造工业铝合金的连接翻开了崭新的一页。汕头进口搅拌摩擦焊
搅拌摩擦焊
搅拌摩擦焊在汽车工业领域的应用汽车行业迅猛发展,但能源问题日益紧迫,汽车带来的环境问题也备受关注。发展新能源汽车产业是缓解能源危机、降低温室气体排放、减少环境污染的有途径,目前,新能源汽车已成为汽车工业变革的重要方向。公司(中国搅拌摩擦焊中心)Yin领新能源汽车搅拌摩擦焊接轻量化制造,率先采用搅拌摩擦焊技术解决了电动汽车托盘减重及铝合金型材高质量连接问题。汽车工业现在铝电池壳体焊接、电控、电机壳都在使用搅拌摩擦焊技术焊接。特斯拉、小鹏汽车、比亚迪等新能源汽车厂家已在大批量在试用我司设备和技术。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。江门汽车轮毂搅拌摩擦焊生产技术解决了铝合金加工制造过程中的连接技术瓶颈。

采用搅拌摩擦焊对TCL 敬公金承LP6招合金导种金属进行焊接,采用金相、扫描电镜和能相分析评接接头的组织。结果表明搅拌摩擦焊接头中,钛合金母材与焊接的界面凸凹不平,这界处昏亮颗粒,两部合金母材与焊被的界面光滑、平整;焊接区铝合金基体上分布大小不等的颗粒,这种数两种类型,一种颗粒的尺寸较小、呈细长条状,另一种颗粒尺寸较大,整体呈暗灰色、边缘有少量划条带。两种颗粒中均有TY-Al金属间化合物存在数合金/铝合金异种材料焊接时,搅拌头的磨擦胶性在焊接和铝合金母材的边界存在在搅拌头磨损后脱落的颗粒。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针顶部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。搅拌摩擦焊接技术为现代船舶制造、新能源汽车、储能、5G提供了新的连接方法。

汽车车圈的搅拌摩擦焊制造: 挪威发明了一种采用搅拌摩擦焊技术制造汽车车圈的新技术,并被Fym公司成功用于剪服零件的制造,为将铸造或锻造的中心零件与锻铝制造的辐条焊接起来,该公司设计了2种接头形式对接接头和搭接接头,每个轮子含有2条平行的搅拌摩擦焊缝,并将中心零件设计为分支形式,以获得良好的载荷传递性能并减轻重量。 澳大利亚的西蒙斯公司利用搅拌摩擦焊发明了一种制造轧制的6061-0车轮辐条的新技术。首先制造一个预成型圆柱件,把它切成单个辐条形式,然后采用FSW技术焊成所需要的牺条形状,后按T6状态对其进行热处理。 制造轻合金车轮辐条,密歇根的Hayes Lemmer认为应在采用FSW技术焊接前,将焊缝根部区域的端面设计为斜面,以获得完全穿透的焊缝11。另外,平面端部可以做成一些特殊的形状,以利于FSW焊接中轴肩与工件接触,FSW焊接后,可以有意地对这些轻合金车轮辐条做一些旋转和轧制操作、以获得等厚度的辐条。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。我们相信在不远的未来,焊接厚度与速度将迎来新的突破。汕头水冷散热器搅拌摩擦焊
诚邀各位机械设备相关行业的销售精英,进行资源共享、互惠互利。汕头进口搅拌摩擦焊
随着旋转速度的提高.不同焊接速度条件下接头抗拉强度并无统一规律可循。在所选参数范围内.接头强度随旋转速度的变化不大。最大值与最小值之间相差6MPa,而强度ZUI高可达母材 (母材强度为138.8MPa)的96. 2% o另外.当旋转速度为1600r/min和1800r/min时.数据离散性比较小, 最大值与最小值之间相差2MPa;当旋转速度为1500r/min和 2000r/min时.数据离散性比较大.约为 6MPa;因此.1600r/min和18r/min的旋转速度与焊接速度的匹配比较好。 各个旋转速度条件下的数据离散性相差不大.均为6%左右。只是焊接速度3、4在所选参数范围内与旋转速度的匹配比较好.延伸率曲线比较平直,上下波动在2%范围内。即在焊接速度比较髙时,接头延伸率比较高.ZUI高可达母材(母材廷伸率为 32%)的85.3%,且与旋转速度的变化关系不大。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。汕头进口搅拌摩擦焊
广东焊威新能源设备有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来焊威新能源供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与搅拌摩擦焊相关的文章
开平电机壳搅拌摩擦焊公司
- 广东气密性搅拌摩擦焊厂家 2024-03-11
- 新会区进口搅拌摩擦焊厂 2024-01-29
- 佛山哪里有搅拌摩擦焊代理 2024-01-12
- 广州5G反射板搅拌摩擦焊技术 2024-01-11
- 深圳搅拌摩擦焊论坛 2024-01-10
- 广东搅拌摩擦焊产品推荐 2024-01-09
- 东莞供应商搅拌摩擦焊报价行情 2024-01-08
- 广州搅拌摩擦焊编程 2024-01-05
- 东莞搅拌摩擦焊设备供应 2024-01-04
- 揭阳新能源搅拌摩擦焊哪家好 2024-01-03
- 珠海铝型材搅拌摩擦焊解决方案 2024-01-02
- 肇庆电池托盘搅拌摩擦焊哪家好 2024-01-01
与搅拌摩擦焊相关的产品


与搅拌摩擦焊相关的新闻
-
江海区哪里有搅拌摩擦焊服务 2023-11-27 03:09:53水冷板该如何选择焊接工艺,汇创达·焊威采用搅拌摩擦焊工艺。搅拌摩擦焊的优点:可提高热处理铝合金的接头强度;焊接前铝合金无需表面去膜,焊接过程中无需惰性气体保护;没有气孔出现;较小的焊接变形;无需其他材质焊料。水冷板是新能源汽车热管理系统的重要组成部件,搅拌摩擦焊工艺是水冷板加工时常用的,他焊接强度高...
-
珠海电机壳搅拌摩擦焊厂 2023-11-24 01:07:30动力电池包PACK箱体FSW搅拌摩擦焊材料技术的进步使铝合金材料得到了快速发展,迄今已经发展出航空铝合金、宇航铝合金、装甲铝合金、铝基复合材料等不同系列和品种。在通常情况下,对于这些先进的铝合金材料,制造工艺一般不推荐甚至禁止使用熔焊进行连接。但是搅拌摩擦焊可以焊接所有系列的铝合金 对于所有系列的铝...
-
广东铝型材搅拌摩擦焊解决方案 2023-11-23 12:06:41搅拌摩擦焊作为一种固相连接技术,在1991年由英国焊接研究所发明。此后,搅拌摩擦焊以任何一种焊接方法都无可比拟的发展速度,迅速走出实验室,在国际工业制造领域得到大规模工程化应用,譬如船舶、轨道列车、航天、航空、汽车、兵器、电子电力等。目前,搅拌摩擦焊已成功实现铝、镁等低熔点金属及合金、铜合金、钛合金...
-
肇庆铝型材搅拌摩擦焊解决方案 2023-11-22 03:10:08动力电池包PACK箱体FSW搅拌摩擦焊材料技术的进步使铝合金材料得到了快速发展,迄今已经发展出航空铝合金、宇航铝合金、装甲铝合金、铝基复合材料等不同系列和品种。在通常情况下,对于这些先进的铝合金材料,制造工艺一般不推荐甚至禁止使用熔焊进行连接。但是搅拌摩擦焊可以焊接所有系列的铝合金 对于所有系列的铝...
与搅拌摩擦焊相关的问题
与搅拌摩擦焊相关的标签
新闻资讯
产品推荐
-
铝铸件储能电池包箱体公司
2024-11-07 -

定做水冷板产品介绍
2024-11-06 -

本地电控24小时服务
2024-11-05 -

铝合金电控服务电话
2024-11-04 -

铝铸件电控选择
2024-11-01 -

水冷板储能电池包箱体诚信合作
2024-10-31 -

固定铝型材工艺
2024-10-30 -

固定铝型材服务
2024-10-29 -

省电铝型材价格
2024-10-28